您好


- 創(chuàng)想激光——非標(biāo)自動(dòng)化激光技術(shù)設(shè)備生產(chǎn)商
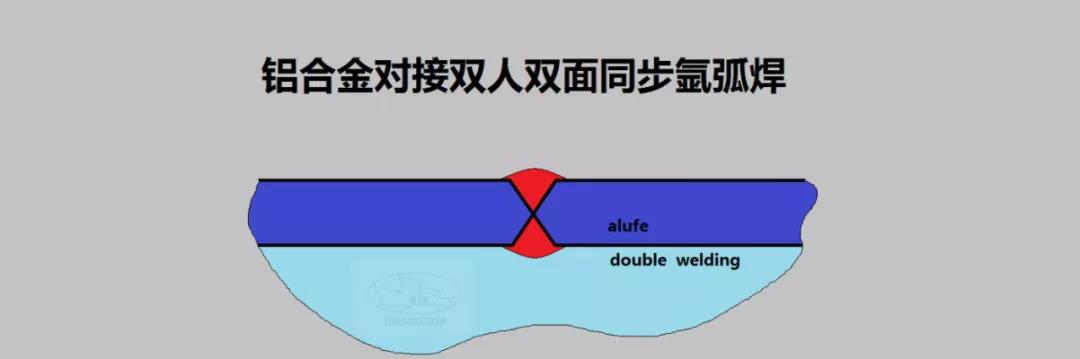
鋁合金特種焊接方式——雙人雙面焊接技巧
發(fā)布時(shí)間:2019-05-22 閱覽次數(shù):2028 次
鋁合金因其特殊的性能,現(xiàn)在在很多行業(yè)得到了應(yīng)用,尤其是鐵路機(jī)車以及化工行業(yè) ,由于鋁合金焊接對(duì)于焊縫的保護(hù)以及氣孔的敏感性很高,所以對(duì)于氬氣的保護(hù)要求很高 ,而厚鋁板雙面坡口對(duì)接的時(shí)候 ,對(duì)于坡口的保護(hù)要求很高,采用單面焊接的時(shí)候保護(hù)不到位容易出現(xiàn)氣孔 ,因此通過(guò)研究研究和開(kāi)發(fā)提出了雙人雙面焊接的方...
鋁合金因其特殊的性能 ,現(xiàn)在在很多行業(yè)得到了應(yīng)用,尤其是鐵路機(jī)車以及化工行業(yè) ,由于鋁合金焊接對(duì)于焊縫的保護(hù)以及氣孔的敏感性很高 ,所以對(duì)于氬氣的保護(hù)要求很高,而厚鋁板雙面坡口對(duì)接的時(shí)候 ,對(duì)于坡口的保護(hù)要求很高 ,采用單面焊接的時(shí)候保護(hù)不到位容易出現(xiàn)氣孔,因此通過(guò)研究研究和開(kāi)發(fā)提出了雙人雙面焊接的方式 。
產(chǎn)品介紹
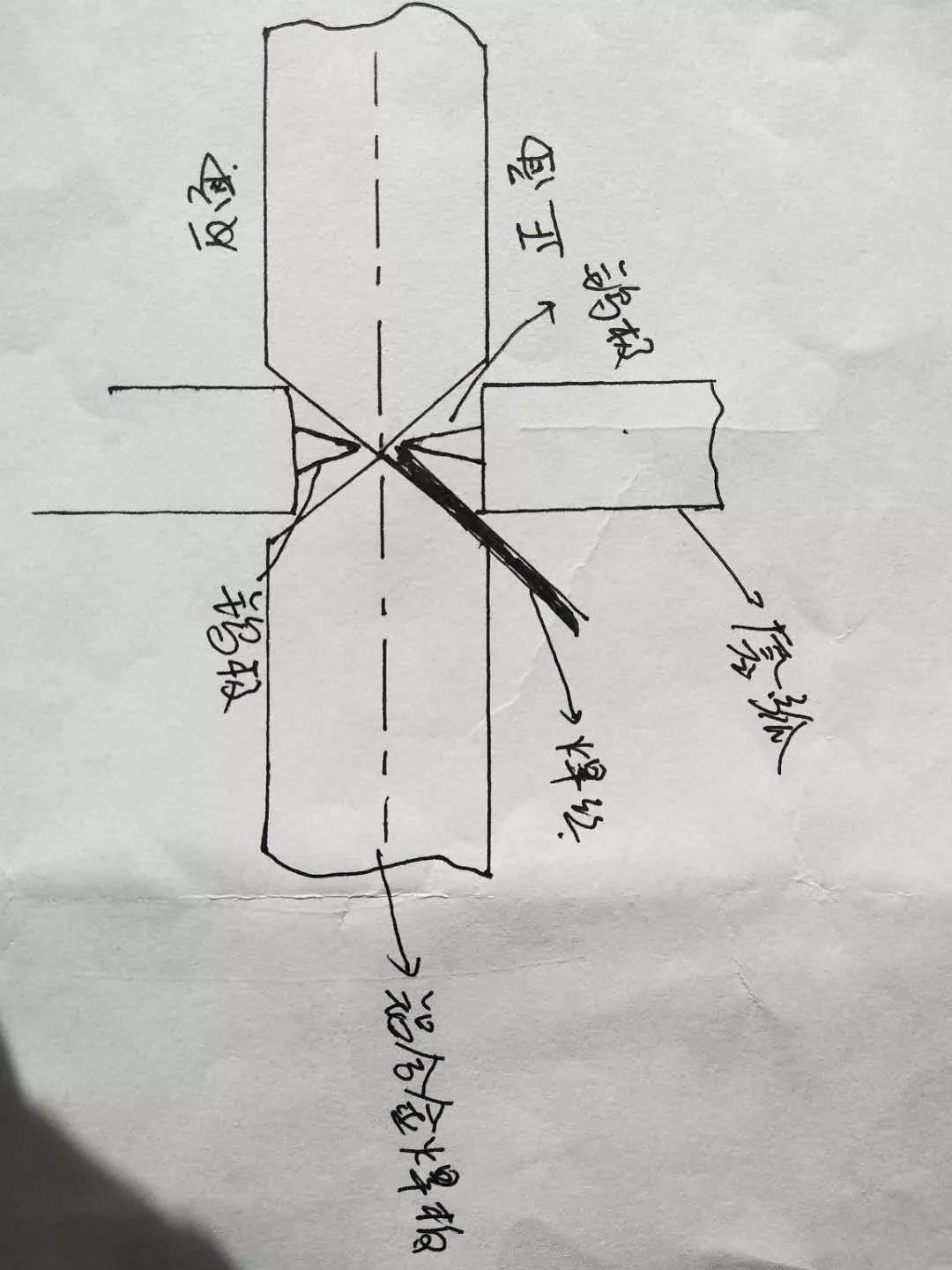
現(xiàn)有一厚度為12mm的鋁合金(LF2)分餾塔設(shè)備要焊接 ,通過(guò)分析為了減小焊接過(guò)程中變形的產(chǎn)生以及其他缺陷的產(chǎn)生,現(xiàn)在采用雙人雙面氬弧焊接工藝 ,進(jìn)行焊接 ,需要保證焊接的兩人必須同步,能夠減少焊接變形的產(chǎn)生。具體焊接參數(shù)見(jiàn)圖1。

焊前準(zhǔn)備
1.清理:首先用丙酮等易揮發(fā)的清洗劑對(duì)焊口位置及附近50mm范圍進(jìn)行擦洗,去除油污和油漆等臟物,然后用清水沖洗干凈。
2.用不銹鋼鋼絲刷或者鋼絲輪以及刮刀等工具將表面的氧化膜去除,需要注意的是這里是禁止采用砂輪打磨的,防止鋁合金夾有砂輪的砂。
3.清理結(jié)束后焊件需要在4小時(shí)以內(nèi)進(jìn)行施焊,超過(guò)時(shí)間的需要重新清理,同時(shí)操作環(huán)境應(yīng)該滿足:相對(duì)濕度小于等于80%,環(huán)境溫度高于5℃。
焊接操作
1.定位及組對(duì)
焊件組對(duì)室,應(yīng)嚴(yán)格按照要求設(shè)置組對(duì)間隙,并且錯(cuò)邊量小于1mm。
2.焊前預(yù)熱
焊前預(yù)熱100~200℃,可用氣焊槍或氣割槍進(jìn)行加熱,宜用中性焰或微碳化焰,而且盡好氧化可能從兩側(cè)加熱,以減少氧化,預(yù)熱后用不銹鋼絲刷清除污物。
3.焊接
3.1 點(diǎn)焊
采用交流氬弧焊機(jī),焊接參數(shù)應(yīng)該一致,點(diǎn)焊固定,由兩個(gè)人在相對(duì)的位置同時(shí)施焊,加裝引弧熄弧板,將起弧與收弧處在引弧與熄弧板上完成,避免出現(xiàn)缺陷。
3.2正常焊接
由于焊接過(guò)程中存在組對(duì)間隙,如果采用單面焊接的時(shí)候容易出現(xiàn)背面保護(hù)不到位的情況。

1)兩名焊工在接縫同一部位正反面(如上圖所示),沿同一方向用相同的焊接速度施焊;必須在引弧板上進(jìn)行引弧熄弧 ,禁止在焊件或者非焊接的地方直接引弧。
2)正面焊工添加焊絲 ,反面不添加 ,焊縫正反面一次成形;
3)要求兩面焊工的操作要保持同步,焊接參數(shù)應(yīng)該一致。
4)焊接過(guò)程中如果發(fā)生鎢極觸及焊絲或熔池金屬時(shí),應(yīng)立即停止焊接,待觸鎢部分金屬去除后 ,重新焊接。
由于焊縫熔池兩面始終處于氬氣保護(hù)之中,避免氣孔的產(chǎn)生,同時(shí)具有正反面焊縫成形好看,焊接效率高等優(yōu)點(diǎn)。
4.焊后檢驗(yàn)
對(duì)焊后的焊縫進(jìn)行外觀檢查,應(yīng)該無(wú)裂紋、未熔合、氣孔、焊瘤、等缺陷,然后進(jìn)行100%的射線探傷,應(yīng)達(dá)到Ⅱ級(jí)標(biāo)準(zhǔn)。
- 上一條: 帶你玩!玻璃杯的激光雕刻工藝
- 下一條: 應(yīng)用范圍較廣的固體激光材料:激光玻璃
關(guān)于創(chuàng)想
- 公司簡(jiǎn)介
- 組織結(jié)構(gòu)
- 企業(yè)文化
研發(fā)與技術(shù)
- 激光打標(biāo)機(jī)
- 激光焊接機(jī)
- 激光切割機(jī)
- 激光調(diào)阻機(jī)
關(guān)注我們

深圳市創(chuàng)想激光科技有限公司
公司地址:廣東省深圳市龍華新區(qū)大浪華寧路明君工業(yè)園D3棟8樓
服務(wù)熱線:18118782980
銷售熱線:13798417877
電話:0086-755-89231666
傳真:0086-755-29182339
網(wǎng)址:www.trslaser.com.cn
成安县|
喀喇沁旗|
岐山县|
两当县|
青浦区|
酉阳|
平潭县|
文山县|
营山县|
班玛县|
海丰县|
上思县|
阿坝县|
清流县|
滨州市|
永善县|
辽宁省|
三原县|
炉霍县|
博兴县|
阜新市|
商都县|
台东市|
息烽县|
余姚市|
新竹市|
光山县|
敦煌市|
霍山县|
丹寨县|
丰镇市|
顺义区|
射阳县|
赤壁市|
富宁县|
襄垣县|
甘谷县|
二手房|
全州县|
久治县|
吉木萨尔县|
- 創(chuàng)想激光——非標(biāo)自動(dòng)化激光技術(shù)設(shè)備生產(chǎn)商
- 鋁合金特種焊接方式——雙人雙面焊接技巧
鋁合金因其特殊的性能
現(xiàn)有一厚度為12mm的鋁合金(LF2)分餾塔設(shè)備要焊接
1.清理:首先用丙酮等易揮發(fā)的清洗劑對(duì)焊口位置及附近50mm范圍進(jìn)行擦洗,去除油污和油漆等臟物,然后用清水沖洗干凈。
2.用不銹鋼鋼絲刷或者鋼絲輪以及刮刀等工具將表面的氧化膜去除,需要注意的是這里是禁止采用砂輪打磨的,防止鋁合金夾有砂輪的砂。
3.清理結(jié)束后焊件需要在4小時(shí)以內(nèi)進(jìn)行施焊,超過(guò)時(shí)間的需要重新清理,同時(shí)操作環(huán)境應(yīng)該滿足:相對(duì)濕度小于等于80%,環(huán)境溫度高于5℃。
1.定位及組對(duì)
焊件組對(duì)室,應(yīng)嚴(yán)格按照要求設(shè)置組對(duì)間隙,并且錯(cuò)邊量小于1mm。
2.焊前預(yù)熱
焊前預(yù)熱100~200℃,可用氣焊槍或氣割槍進(jìn)行加熱,宜用中性焰或微碳化焰,而且盡好氧化可能從兩側(cè)加熱,以減少氧化,預(yù)熱后用不銹鋼絲刷清除污物。
3.焊接
3.1 點(diǎn)焊
采用交流氬弧焊機(jī),焊接參數(shù)應(yīng)該一致,點(diǎn)焊固定,由兩個(gè)人在相對(duì)的位置同時(shí)施焊,加裝引弧熄弧板,將起弧與收弧處在引弧與熄弧板上完成,避免出現(xiàn)缺陷。
3.2正常焊接
由于焊接過(guò)程中存在組對(duì)間隙,如果采用單面焊接的時(shí)候容易出現(xiàn)背面保護(hù)不到位的情況。
1)兩名焊工在接縫同一部位正反面(如上圖所示),沿同一方向用相同的焊接速度施焊;必須在引弧板上進(jìn)行引弧熄弧
2)正面焊工添加焊絲
3)要求兩面焊工的操作要保持同步,焊接參數(shù)應(yīng)該一致。
4)焊接過(guò)程中如果發(fā)生鎢極觸及焊絲或熔池金屬時(shí),應(yīng)立即停止焊接,待觸鎢部分金屬去除后 ,重新焊接。
由于焊縫熔池兩面始終處于氬氣保護(hù)之中,避免氣孔的產(chǎn)生,同時(shí)具有正反面焊縫成形好看,焊接效率高等優(yōu)點(diǎn)。
4.焊后檢驗(yàn)
對(duì)焊后的焊縫進(jìn)行外觀檢查,應(yīng)該無(wú)裂紋、未熔合、氣孔、焊瘤、等缺陷,然后進(jìn)行100%的射線探傷,應(yīng)達(dá)到Ⅱ級(jí)標(biāo)準(zhǔn)。
關(guān)于創(chuàng)想
研發(fā)與技術(shù)
關(guān)注我們
公司地址:廣東省深圳市龍華新區(qū)大浪華寧路明君工業(yè)園D3棟8樓
服務(wù)熱線:18118782980
銷售熱線:13798417877
電話:0086-755-89231666
傳真:0086-755-29182339
網(wǎng)址:www.trslaser.com.cn